| 产品特性:耐热耐磨 | 表面处理:修整 | 材质:耐磨件 耐磨配件 |
| 成型工艺:高压铸造 | 公差:+1,-1mm | 砂型铸造种类:化学硬化砂型 |
| 特种铸造种类:消失模铸造 | 打样周期:1-3天 | 加工周期:8-15天 |
| 年剩余加工能力:30425582件 | 年最大加工能力:85417098件 | 品牌:劲国铸件 |
| 质量等级:SSSAA | 结算方式:过磅 | 产品特点:耐磨抗冲击 |
| 产品编号:JG21554 |

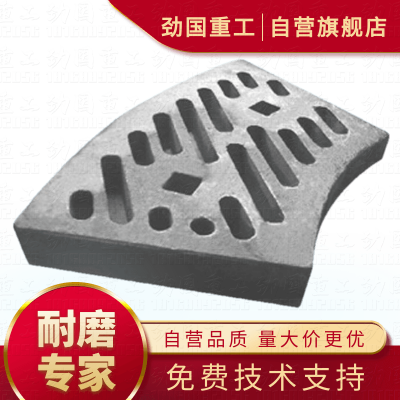
KmTBNi4Cr2-GT耐磨件 耐磨配件_真空浇注 无缺陷,加入的石灰与熔池中的氧化物化合形成炉渣.盖住钢液表面。为加速炉料熔化.有条件时应采取吹氧助熔。在熔化末期,可分批加入小批小块矿石,其总量应根据炉料含磷量来定,约为装料量的1%-o2%.⑤炉料化清后.要充分搅拌钢液熔池.取样分析C和P.如含P量过高时。可放渣或扒渣.然后加入石灰和氟石造新渣.如钢液含C量不足应进行增C.当采用生铁增C时应使用低磷生铁.使用碳质材料(电极碎块、焦炭碎块)时,要考虑其吸收率(见表3-61),(4)氧化期控制氧化期的任务是有效地脱磷,去除钢液中的气体和夹杂物,并将碳含量调整到要求的成分范围和提高钢液的温度。